- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
लेजर कटिंग गति और दक्षता को प्रभावित करने वाले मुख्य कारक
2024-04-07
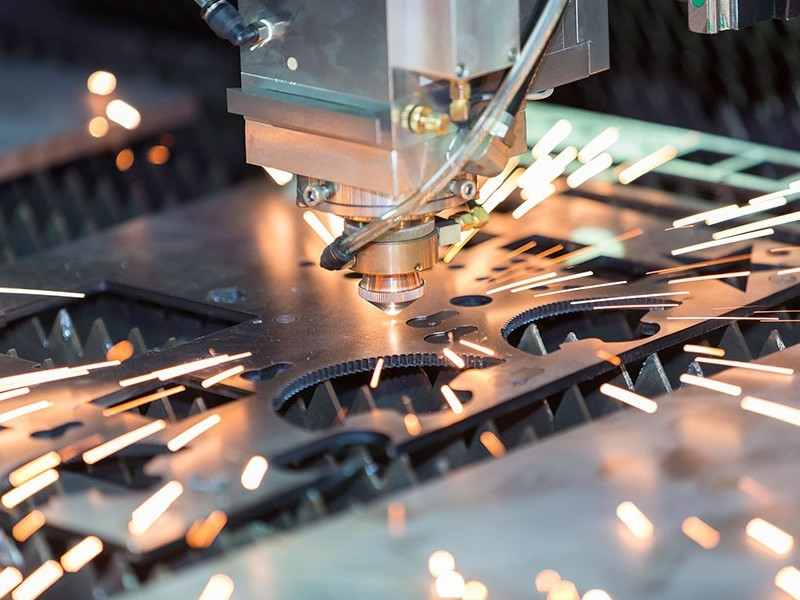
लेजर द्वारा काटनायह आधुनिक विनिर्माण परिशुद्धता का शिखर है, जिसमें कारकों का एक जटिल संयोजन इसकी गति और दक्षता निर्धारित करता है। इस परिवर्तन प्रक्रिया की जटिलताओं को गहराई से समझने से उन व्यापक विचारों का पता चलता है जिन पर उपयोगकर्ताओं को सावधानीपूर्वक विचार करना चाहिए। यहां हम उन मुख्य कारकों का पता लगाते हैं जो लेजर कटिंग गति और दक्षता को महत्वपूर्ण रूप से प्रभावित करते हैं।
भौतिक विशेषताएं
- सामग्री का प्रकार: काटी जाने वाली सामग्री का प्रकार लेजर काटने की गति और दक्षता निर्धारित करने में महत्वपूर्ण भूमिका निभाता है। स्टेनलेस स्टील, एल्यूमीनियम और कार्बन स्टील जैसी धातुओं में अलग-अलग तापीय चालकता, पिघलने बिंदु और परावर्तन होते हैं जो लेजर कटिंग के प्रति उनकी प्रतिक्रिया को प्रभावित करते हैं।
- मोटाई: सामग्री की मोटाई सीधे काटने की गति और दक्षता को प्रभावित करती है। पतली सामग्रियों की तुलना में मोटी सामग्रियों को काटने के लिए अधिक ऊर्जा और समय की आवश्यकता होती है। विभिन्न मोटाई पर सर्वोत्तम परिणाम प्राप्त करने के लिए, लेजर शक्ति, फोकल लंबाई और काटने की गति को समायोजित करने की आवश्यकता है।
- सतह की स्थिति: सतह की अनियमितताएं, जैसे जंग, ऑक्सीकरण या कोटिंग, लेजर कटिंग की गुणवत्ता और गति को प्रभावित कर सकती हैं। प्रभावी ढंग से काटने के लिए, सामग्री की सतह को सफाई या सतह उपचार द्वारा तैयार करने की आवश्यकता हो सकती है।
लेजर पैरामीटर्स
- पावर घनत्व: लेजर पावर घनत्व किसी दिए गए क्षेत्र पर केंद्रित लेजर बीम की शक्ति से निर्धारित होता है, जो सीधे काटने की गति और दक्षता को प्रभावित करता है। उच्च शक्ति घनत्व तेजी से काटने की गति की अनुमति देता है, लेकिन सामग्री क्षति को रोकने के लिए सावधानीपूर्वक अंशांकन की आवश्यकता होती है।
- बीम की गुणवत्ता: लेजर बीम की गुणवत्ता, जिसमें विचलन, मोड और तरंग दैर्ध्य जैसे कारक शामिल हैं, काटने की सटीकता और दक्षता को प्रभावित करेगी। उच्च गुणवत्ता वाली बीम समान ऊर्जा वितरण सुनिश्चित करती है, जिसके परिणामस्वरूप क्लीनर कटौती होती है और दक्षता में वृद्धि होती है।
- फोकल लंबाई: लेजर लेंस की फोकल लंबाई स्पॉट आकार और फोकल गहराई निर्धारित करती है। इष्टतम फोकस चयन काटने की सतह पर ऊर्जा की सटीक डिलीवरी सुनिश्चित करता है, गुणवत्ता से समझौता किए बिना दक्षता को अधिकतम करता है।
काटने की शर्तें
- काटने की गति: जिस दर पर लेजर बीम सामग्री की सतह से गुजरती है वह काटने की दक्षता को महत्वपूर्ण रूप से प्रभावित करती है। काटने की गति और शक्ति के बीच सही संतुलन खोजने से वांछित परिणाम प्राप्त करने और प्रसंस्करण समय को कम करने में मदद मिल सकती है।
- सहायक गैस चयन: ऑक्सीजन, नाइट्रोजन या संपीड़ित हवा जैसी सहायक गैसें लेजर कटिंग के दौरान सामग्री को हटाने और ठंडा करने में सहायता करती हैं। सहायक गैस का चुनाव सामग्री के प्रकार, मोटाई और आवश्यक किनारे की गुणवत्ता पर निर्भर करता है, विभिन्न गैसें काटने की दक्षता और सफाई के विभिन्न स्तर प्रदान करती हैं।
- नोजल डिजाइन और संरेखण: उचित नोजल डिजाइन और संरेखण माध्यमिक वायु प्रवाह को निर्देशित करने और इष्टतम पृथक्करण दूरी बनाए रखने में मदद करता है। अनुचित संरेखण या घिसे हुए नोजल के परिणामस्वरूप काटने की दक्षता और गुणवत्ता कम हो सकती है।
मशीन कारक
- लेजर सिस्टम कॉन्फ़िगरेशन: बीम डिलीवरी सिस्टम, गति नियंत्रण और स्वचालन सुविधाओं सहित लेजर कटिंग मशीन की डिजाइन और कार्यक्षमता, काटने की गति और दक्षता को प्रभावित करती है। आधुनिक लेजर प्रौद्योगिकी में प्रगति ने प्रसंस्करण गति और सटीकता में वृद्धि की है।
- रखरखाव और अंशांकन: लेजर कटिंग मशीन का नियमित रखरखाव, संरेखण और अंशांकन लगातार प्रदर्शन सुनिश्चित करने और मशीन के जीवन को बढ़ाने में मदद करता है। रखरखाव की उपेक्षा करने से काटने की क्षमता कम हो सकती है, डाउनटाइम बढ़ सकता है और मरम्मत महंगी हो सकती है।
पर्यावरणीय कारक
- तापमान और आर्द्रता: परिवेश का तापमान और आर्द्रता का स्तर लेजर कटिंग के प्रदर्शन को प्रभावित कर सकता है। अत्यधिक तापमान या उच्च आर्द्रता सामग्री विरूपण का कारण बन सकती है या लेजर बीम प्रसार में हस्तक्षेप कर सकती है, जिससे कट गति और गुणवत्ता प्रभावित हो सकती है।
- वायु गुणवत्ता: हवा में धूल या कणों जैसे प्रदूषकों की उपस्थिति, लेजर काटने के संचालन में हस्तक्षेप कर सकती है। आपके काटने के वातावरण में हवा को साफ रखने से नोजल को बंद होने से रोकने में मदद मिलती है और लगातार काटने की दक्षता सुनिश्चित होती है।
रचना विवेचन
- ज्यामितीय जटिलता: तेज कोनों, छोटी विशेषताओं या सख्त सहनशीलता वाले जटिल डिजाइनों को सटीकता और किनारे की गुणवत्ता बनाए रखने के लिए धीमी गति से काटने की आवश्यकता हो सकती है। उन्नत सीएडी सॉफ्टवेयर जटिल ज्यामिति के लिए कटिंग पथ को अनुकूलित कर सकता है, जिससे समग्र दक्षता बढ़ जाती है।
- मार्किंग ऑप्टिमाइज़ेशन: मार्कर ऑप्टिमाइज़ेशन सॉफ़्टवेयर के माध्यम से सामग्रियों का प्रभावी उपयोग सामग्री की बर्बादी को कम कर सकता है और काटने के समय को कम कर सकता है, अंततः समग्र प्रक्रिया दक्षता में सुधार कर सकता है। नेस्टिंग एल्गोरिदम सामग्री के उपयोग को अधिकतम करते हुए भागों को सबसे अधिक स्थान-कुशल तरीके से व्यवस्थित करते हैं।
- एज फ़िनिश आवश्यकताएँ: आवश्यक एज गुणवत्ता, चाहे वह चिकनी, खुरदरी या गड़गड़ाहट रहित हो, काटने के मापदंडों और गति को प्रभावित करती है। यह सुनिश्चित करने के लिए कि अंतिम उत्पाद गुणवत्ता मानकों को पूरा करता है, विशिष्ट सतह फिनिश मानकों को पूरा करने के लिए समायोजन की आवश्यकता हो सकती है।
जटिल लेजर कटिंग प्रक्रिया में, निर्माताओं को इस उन्नत तकनीक की पूरी क्षमता को अनलॉक करने के लिए इन कारकों पर सावधानीपूर्वक विचार करना चाहिए और उन्हें संतुलित करना चाहिए। सामग्री इंटरैक्शन, लेजर गतिशीलता, काटने की स्थिति, मशीन कॉन्फ़िगरेशन, पर्यावरणीय प्रभाव और डिजाइन जटिलताओं की विस्तृत समझ आधुनिक विनिर्माण में इष्टतम लेजर काटने की गति और दक्षता प्राप्त करने में मदद कर सकती है।